QC7つ道具とは?
QC7つ道具(Quality Control Seven Tools)は、品質管理や問題解決に使われる基本的な手法です。これらは製造業をはじめ、さまざまな業界で活用されています。初心者でも簡単に使えるシンプルな道具ですが、データを視覚化し、問題の原因を特定するのに非常に有効です。
この記事では、QC7つ道具の概要と、それぞれの使い方を具体例とともに紹介します。
【パレート図】
概要・目的
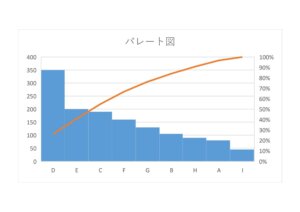
問題の原因や成果を大きい順に並べ、どの要因に注力すべきかを視覚化する図です。「重要な少数」と「ささいな多数」の法則(80:20の法則)に基づいています。
目的は問題の原因や成果の重要度を視覚化することです。
パレート図の作成手順
データを集める
問題や成果のカテゴリ(例:不良原因)と、その件数や頻度を記録します。
例:不良原因A(50件)、B(30件)、C(20件)など。
データを降順に並べる
件数が多い順に並べます。
例:A(50件)、B(30件)、C(20件)。
累積比率を計算する
全体の件数に対する割合を計算し、累積比率を出します。
例:A=50%、B=80%、C=100%。
グラフを描く
横軸にカテゴリ、左の縦軸に件数、右の縦軸に累積比率を設定します。
棒グラフで件数、折れ線グラフで累積比率を描きます。
具体例
製品の不良調査をして結果不良の80%が「部品Aの不具合」と「行程Bのミス」に集中していることが判明しました。この情報をもとにこの2つの対策を優先的に実施することにしました。
【ヒストグラム】
概要・目的
データのばらつきや分布を棒グラフで表したものです。品質や工程の安定性を確認するのに役立ちます。
データのばらつきや分布を確認することが目的です。
ヒストグラムの作成手順
データを集める
数値データ(例:製品の寸法や重量)を用意します。
範囲を設定する
データの最大値と最小値を確認し、範囲(区間幅)を決めます。
例:50~60、60~70、70~80のように設定。
データを分類する
各区間に入るデータの数を数えます。
例:50~60(5件)、60~70(10件)など。
棒グラフを描く
横軸に区間、縦軸に件数をとり、棒グラフを作成します。
具体例
製品の重量を測定した結果、目標比±5gの範囲にほとんどの製品が収まっていることが分かりました。ヒストグラムを使って、異常値がないことを確認します。
【管理図】
概要・目的
時間の経過に伴うデータの変動を監視するグラフで、異常値や傾向を検出します。上限値や下限値(管理限界)を設定することで、工程の異常を早期に発見できます。
工程の安定性を監視するために使用します。
管理図の作成手順
データを収集する
時系列データ(例:1時間ごとの製品寸法)を記録します。
管理限界線を設定する
平均値を計算します。
上限値と下限値(±3σ)を計算します。
グラフを描く
横軸に時間、縦軸にデータ値をとります。
管理限界線(上限・下限)と平均値を引き、データをプロットします。
具体例
製品の寸法を毎時間測定し、管理図にプロットします。ある時間帯で上限を超える値が記録され、原因が「機械の調整ミス」であることが判明しました。
【特性要因図(フィッシュボーンダイアグラム)】
概要・目的
問題の原因を「人」「機械」「方法」「材料」などに分類し、体系的に洗い出すための図です。原因と結果の関係を視覚的に整理します。形が魚の骨に似ていることからフィッシュボーンと呼ばれています。問題の原因を体系的に整理する目的で使用します。
特性要因図の作成手順
問題を明確にする
解決したい課題を決めます(例:不良品が多い)。
主要要因を決める
「人」「機械」「方法」「材料」などのカテゴリを設定します。
原因を洗い出す
各カテゴリについて、具体的な原因をブレインストーミングします。
図を描く
横軸に問題、斜めの枝にカテゴリ、さらに具体的な原因を記入します。
具体例
不良品が多発した際に特性要因図を作成。原因を「作業者の教育不足」「機械の老朽化」「材料の品質低下」などに分類し、優先的に教育プログラムを強化しました。
【層別】
概要・目的
データを特定の条件(例えば、時間帯、場所、作業者など)で分類し、原因を絞り込む手法です。
データを分類し、原因を特定する目的で使用します。
層別の作成手順
データを集める
クレームや不良情報などを収集します。
分類条件を決める
時間帯、地域、担当者など、分類基準を選びます。
データを分類する
各条件ごとにデータを整理します。
例:地域ごとのクレーム数。
結果を確認する
分類結果を表やグラフにして、傾向を確認します。
具体例
クレーム件数を「地域別」「製品別」に層別した結果、特定の地域で特定の商品に集中していることが判明しました。この情報をもとに、該当商品の出荷前検査を強化しました。
【散布図】
概要・目的
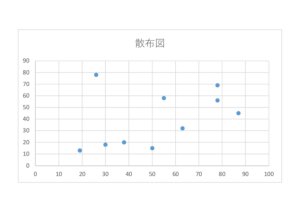
2つの変数の関係性を点でプロットするグラフです。相関関係があるかどうかを視覚的に確認できます。
2つの変数の関係性を確認するために使用します。
散布図の作成手順
関連する2つのデータを集める
例:生産速度と不良率。
データを整理する
X軸に独立変数、Y軸に従属変数を設定します。
データをプロットする
データ点を1つずつグラフに記入します。
相関関係を確認する
点が直線的に並ぶ場合は相関関係があると判断します。
具体例
生産速度と不良率を散布図にプロットした結果、生産速度が速くなるほど不良率が上昇する傾向が見られました。この結果をもとに、生産速度を適正範囲に調整しました。
【チェックシート】
概要・目的
データを簡単に収集・集計できる表形式のツールです。作業のミスや問題の発生状況を把握するのに便利です。
データを簡単に収集・集計する目的で使用します。
チェックシートの作成手順
記録する項目を決める
記録する内容を明確にします(例:不良原因の種類と件数)。
フォーマットを作る
表形式で項目を並べ、記録欄を設けます。
例:不良原因ごとにチェック欄を作成。
データを記録する
発生した問題をタイムリーに記録します。
データを集計する
記録をもとに、頻度や傾向を確認します。
具体例
製造ラインで1週間の間に発生した不良の種類と回数をチェックシートに記録。結果を分析することで、最も多い不良原因が「部品の接着不良」であることが判明しました。
QC7つ道具を活用するメリット
・問題を体系的に整理できる
・データを視覚化することで、意思決定が容易になる
・現場の改善活動に役立つ
QC7つ道具は、単体で使用するだけでなく、組み合わせることでさらに効果を発揮します。これらを活用し、品質向上や業務改善を進めていきましょう!



https://t.me/s/iGaming_live/4866
Актуальная kraken onion ссылка содержится в официальных телеграм каналах администрации с многолетней историей публикаций и активной аудиторией подписчиков.
Качественный магазин магазин аккаунтов предоставляет доступ купить прогретые профили для бизнеса. Особенность этого шопа — заключается в наличии масштабной вики-энциклопедии, в которой написаны свежие мануалы по добыче трафика. Команда научим, как безопасно прогревать рекламу, как обходить чекпоинты и использовать клоаку. Вступайте к нам, читайте обучающие кейсы, общайтесь чтобы делайте профит на наших расходниках прямо сейчас.
Site web de parifoot rdc: paris sportifs, championnats de football, resultats des matchs et cotes. Informations detaillees sur la plateforme, les conditions d’utilisation, les fonctionnalites et les evenements sportifs disponibles.
Site web 1xbet rdc apk – paris sportifs en ligne sur le football et autres sports. Propose des paris en direct et a l’avance, des cotes, des resultats et des tournois. Description detaillee du service, des fonctionnalites du compte et de son utilisation au Congo.
La plateforme en ligne xbet burkina: paris sportifs en ligne, matchs de football, evenements en direct et statistiques. Description du service, marches disponibles, cotes et principales fonctionnalites du site.
Современная Стоматология в Воронеже лечение кариеса, протезирование, имплантация, профессиональная гигиена и эстетика улыбки. Квалифицированные специалисты, точная диагностика и забота о пациентах.
https://t.me/s/iGaming_live/4879
Experience Brainy https://askbrainy.com the free & open-source AI assistant. Get real-time web search, deep research, and voice message support directly on Telegram and the web. No subscriptions, just powerful answers.
Блог обо всём https://drimtim.ru полезные статьи, новости, советы, идеи и обзоры на самые разные темы. Дом и быт, технологии, путешествия, здоровье, финансы и повседневная жизнь. Просто, интересно и по делу — читайте каждый день.
Всё о столярном деле https://derevoblog.ru в видеоформате: обучающие ролики, мастер-классы, обзоры оборудования и проектов из дерева. Понятные инструкции, практические советы и вдохновение для создания мебели и изделий своими руками.
Сделать тату в Сочи: опытные тату-мастера, авторские эскизы и аккуратная работа. Современное оборудование, одноразовые расходники, соблюдение санитарных норм. Поможем выбрать стиль и размер, проконсультируем по уходу после сеанса.
Нужен дизайн? студия дизайна интерьера создаём стильные и функциональные пространства для квартир, домов и коммерческих объектов. Концепция, планировки, 3D-визуализация, подбор материалов и авторский надзор. Работаем под бюджет и задачи клиента.
More on our website: https://hacker9.com/best-free-jigsaw-puzzle-websites/
Ищешь квартиру? https://flattomsk.ru квартиры от студий до просторных семейных вариантов. Подбор по цене, району и срокам сдачи, проверка застройщика и документов. Поможем купить квартиру без рисков и переплат.
сколько стоит дизайн проект квартиры заказать дизайн проект квартиры
Play at https://elon-casino-top.com online: slots from popular providers, live dealers, promotions, and tournaments. Learn about the bonus policy, wagering requirements, payment methods, and withdrawal times. Information for adult players. 18+. Gambling requires supervision.
Play online at https://elonbet-casino-game.com: slots, live casino, and special offers. We explain the rules, limits, verification, and payments to avoid any surprises. This material is for informational purposes only.
Play online at https://elonbet-casino-game.com: slots, live casino, and special offers. We explain the rules, limits, verification, and payments to avoid any surprises. This material is for informational purposes only.
дизайн агентство интерьера дизайн бюро спб
Dental problems? dentists Full-service dental care: painless dental treatment, implants, prosthetics, orthodontics, and cosmetic dentistry. Modern equipment, experienced doctors, sterile hygiene, and a personalized approach. Consultation and treatment plan included.
квартира посуточно в гродно квартира на сутки в гродно без посредников
лучшие кейсы кс 2 cs go 2 кейсы
A professional https://www.family-dentist-near-me-in-montenegro.com: therapy, surgery, orthopedics, and orthodontics all in one location. Individualized treatment plans, modern equipment, and strict sterility standards. We help you maintain long-lasting dental health.
обучение по программе 46 в https://obucheniye-okhrana-truda.ru
Нужны разнорабочие? разнорабочие екатеринбург Предоставим работников для разовых и постоянных работ: перенос, уборка, демонтаж, подсобные задачи. Гибкий график, честные цены и выезд в день обращения.
Современный горнолыжный курорт для активного отдыха: подготовленные склоны, снежные парки, школы катания и сервис. Комфортная инфраструктура, рестораны, спа и развлечения apres-ski. Идеальное место для зимнего отпуска.
Нужен трафик и лиды? avigroup.pro/kazan/ SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
квартира посуточно гродно https://newgrodno.ru
Ищешь казино? мелбет регистрация: слоты от топ-провайдеров, live-дилеры, турниры и акции. Объясняем условия бонусов, вейджер, депозиты и вывод средств, требования к верификации. Информация для взрослых игроков.
Онлайн казино https://catcasino-origin.ru слоты, live-казино и специальные предложения. Подробно о регистрации, бонусах, выводе средств и безопасности аккаунта. Перед началом игры рекомендуем изучить правила.
Лучшее казино kush casino: слоты от популярных провайдеров, live-дилеры, акции и турниры. Разбираем бонусную политику, вейджер, платежи и сроки выплат, требования к верификации. Материал носит информационный характер.
Любишь азарт? комета казино играть онлайн в слоты и live-казино. Разбор регистрации, бонусов, правил игры, лимитов и способов вывода средств.
Современный горнолыжный курорт для зимнего отпуска: подготовленные склоны, снежные парки, школы катания и развитая инфраструктура. Комфортные отели, рестораны и развлечения apres-ski для всей семьи.
Нужен трафик и лиды? https://avigroup.pro/kazan/kontekstnaya-reklama/ SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
Нужен трафик и лиды? студия веб-дизайна в казани SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
Нужен трафик и лиды? https://avigroup.pro/kazan/kontekstnaya-reklama/ SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
Нужны услуги грузчиков? оказание такелажных работ Предоставим крепких и аккуратных работников для любых задач — переезд, склад, доставка, подъем мебели. Быстрый выезд, почасовая оплата, гибкий график и ответственность за сохранность вашего имущества.
Планируешь перевозку? грузчики разнорабочие удобное решение для переездов и доставки. Погрузка, транспортировка и разгрузка в одном сервисе. Работаем аккуратно и оперативно, подбираем машину под объём груза. Почасовая оплата, без переплат.
?Necesitas mudarte? https://trasladoavalencia.es ?Necesitas una mudanza rapida, segura y sin complicaciones en Valencia? Ofrecemos servicios profesionales de transporte y mudanzas para particulares y empresas. ?Solicita un presupuesto gratuito y disfruta de nuestro servicio de calidad!
Каталог мини-приложений https://tgram.link/ и ботов Telegram 2026: кликеры, TON-игры, AI-сервисы и крипто-инструменты. Обзоры, рейтинги, инструкции и обновления. Подбор по категориям, безопасности и реальной пользе — всё в одном месте.
Visit Site – Layout is crisp, browsing is easy, and content feels trustworthy and clear.
need a video? photo production company in italy offering full-cycle services: concept, scripting, filming, editing and post-production. Commercials, corporate videos, social media content and branded storytelling. Professional crew, modern equipment and a creative approach tailored to your goals.
Продажа тяговых https://faamru.com аккумуляторных батарей для вилочных погрузчиков, ричтраков, электротележек и штабелеров. Решения для интенсивной складской работы: стабильная мощность, долгий ресурс, надёжная работа в сменном режиме, помощь с подбором АКБ по параметрам техники и оперативная поставка под задачу
Продажа тяговых https://ab-resurs.ru аккумуляторных батарей для вилочных погрузчиков и штабелеров. Надёжные решения для стабильной работы складской техники: большой выбор АКБ, профессиональный подбор по параметрам, консультации специалистов, гарантия и оперативная поставка для складов и производств по всей России